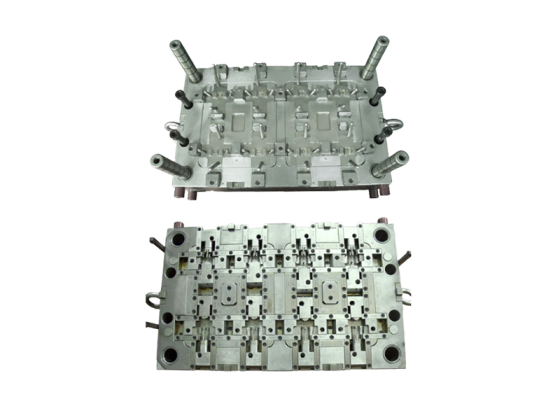

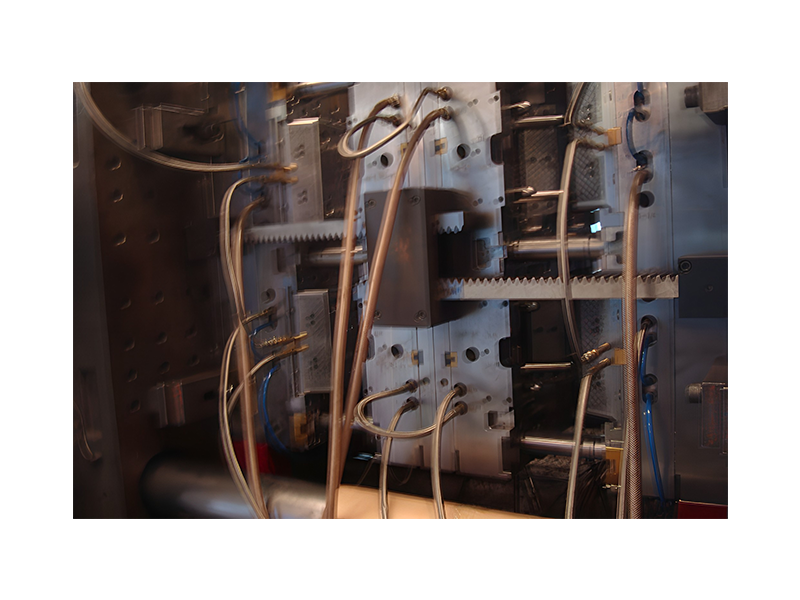
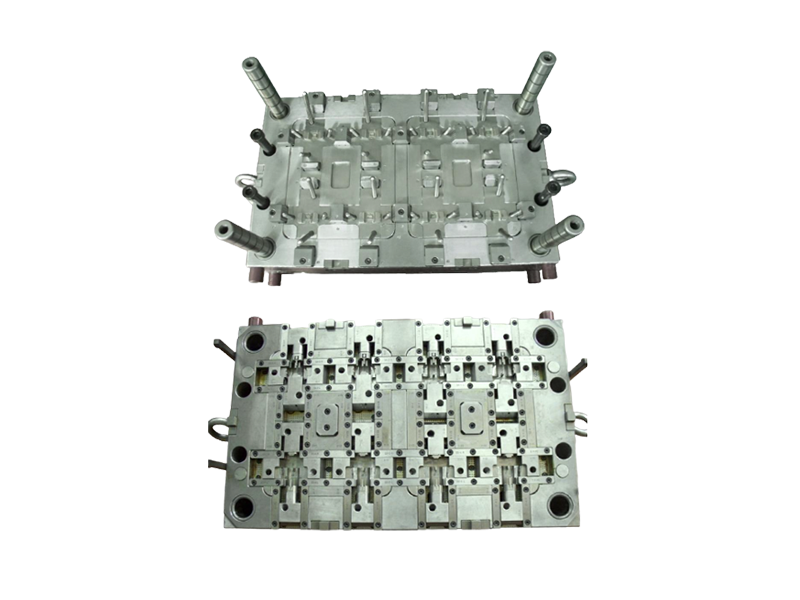
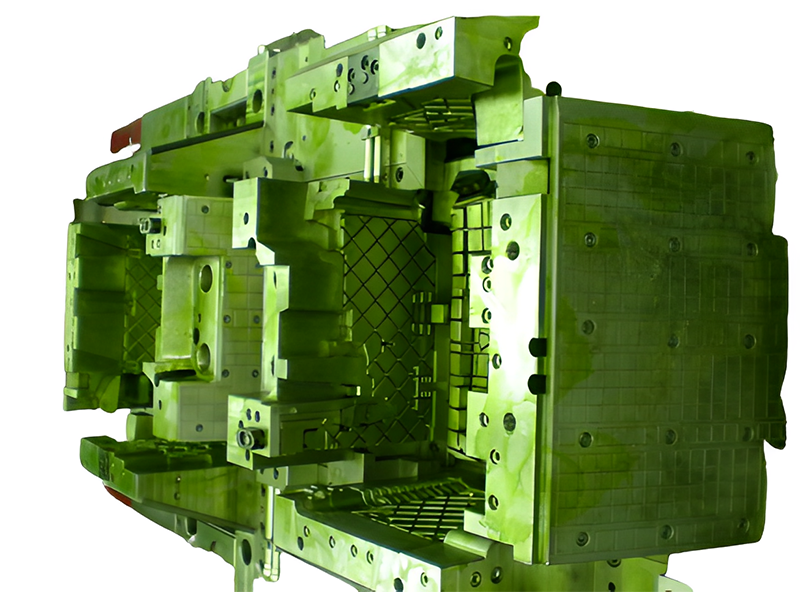
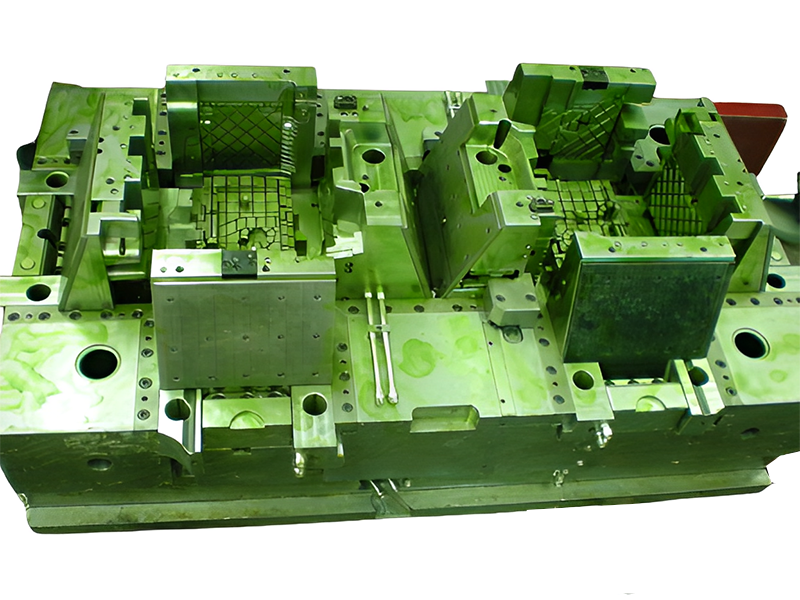

Kalup za zlaganje steklenic
Kalupi za zlaganje steklenic se pogosto uporabljajo v panogah, kot so pijače, kozmetika in izdelki za gospodinjstvo, kjer je potrebna velika proizvodnja plastičnih steklenic. Zasnovane so tako, da so vzdržljive in prenesejo visoke pritiske in temperature, vključene v proces brizganja.
- informacije
Zlaganje matrice je primerno za množično proizvodnjo.
Tehnologija zlaganja kalupov:
Kalup za zlaganje je vrhunska tehnologija v razvoju današnje industrije plastičnih kalupov, votlina pa je porazdeljena v 2 ali več ravneh, v razporeditvi drug nad drugim. Preprosto povedano, laminirani kalup je enakovreden postavitvi več parov enoslojnih kalupov skupaj in njihovi namestitvi na stroj za brizganje za proizvodnjo brizganja
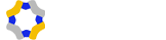
Običajno, ko stroj za brizganje uporablja enoslojni kalup za brizganje plastike, njegova lastna prostornina brizganja in hod odpiranja uporabljata samo 20 % do 40 % nazivne vrednosti stroja za brizganje, kar ne daje popolne zmogljivosti stroja za brizganje. , in laminirani kalup za brizganje se lahko uporablja na podlagi ne povečanja vpenjalne sile. Pod pogojem istega 1 stroja za brizganje in 1 operaterja se lahko proizvodnja pomnoži glede na število plasti, kar lahko močno izboljša učinkovitost proizvodnje in stopnjo izkoriščenosti opreme ter lahko prihrani proizvodne stroške in stroške dela
Scenarij uporabe:
Prejšnji scenariji uporabe: Kalupi z velikim številom votlin, kot so dnevne potrebščine, kozmetični in medicinski izdelki, se zdaj postopoma uporabljajo v kalupih za avtomobilske dele.
Razvrstitev kalupov za skladovnice: 1) Navadni laminirani kalupi
Dvoslojni kalup
3-slojni kalup
4-slojni kalup
Do 10 nadstropij
2) Zavrtite laminirani kalup
Dvojni strani se vsakič obrneta za 180 stopinj
Dvoslojna 4 strani na vsaki 90 stopinjski rotaciji lean craft
3 plasti 2 strani (180 stopinj na rotacijo) + 4 strani (90 stopinj na rotacijo)
Premisleki glede oblikovanja kalupov za sklade:
1) Glavna šoba ne more izstopiti iz vodilnega tulca po odprtju kalupa, zato je treba posvetiti pozornost razumni nastavitvi dolžine glavne šobe in giba odpiranja kalupa;
2) Potrebno je preveriti največji hod odpiranja in največjo količino plastificiranja stroja za brizganje;
3) Učinkovitost naprave za vbrizgavanje pred oblikovanjem mora biti visoka;
4) Hitrost vbrizgavanja je treba ustrezno povečati;
5) Sprostitev tlaka vroče taline; 6) Ukvarjajte se z razmerjem med postavitvijo votline in glavno šobo.